
В конце XX века композитные материалы на основе совершили революцию в строительстве и инженерном деле. Переплетенные углеродные нити, скрепленные между собой с помощью эпоксидной смолы и запеченные в автоклаве, оказались чрезвычайно востребованы в разных отраслях промышленности.
Углеродные композитные материалы ценятся за свои уникальные эксплуатационные свойства. Их основные преимущества:
- высокая прочность, в несколько раз превышающая характеристики легированной стали;
- малый удельный вес, позволяющий заменять массивные детали более легкими углепластиковыми аналогами;
- сверхвысокая коррозионная стойкость, практически полностью исключающая возможность повреждения композитных элементов в результате воздействия агрессивных сред;
- высокая термостойкость, необходимая для изготовления деталей и узлов, испытывающих значительные термические нагрузки.
Несмотря на более высокую стоимость композитов по сравнению с легированными сплавами, уникальные свойства углеродных материалов обусловили их широкое распространение в различных отраслях: от строительства, использующего углеродные жгуты и холсты зданий и сооружений, до аэрокосмической отрасли, где из композитов изготавливают целые детали и узлы.
Для производства композитов требуются значительные интеллектуальные и материальные ресурсы. Затратный, дорогостоящий и технически сложный процесс получения качественной продукции исключает возможность применения углеродных материалов, изготовленных в гаражных условиях, для серьезных задач.
ООО «Дипчел» является дистрибьютором крупнейшего российского производителя композитных материалов ХК «Композит» и ее дочерней структуры Нанотехнологического центра композитов. Компания занимается продажей широкого спектра продукции - от углеволокна, полуфабрикатов и до готовых изделий, .
В интернет-магазине dipchel.ru:
- выгодные цены на углеродные композиционные материалы благодаря прямым поставкам от производителей;
- безупречное промышленное качество продукции, позволяющее использовать композиты для ответственных задач;
- оперативная доставка товаров по Москве, в другие регионы России и за рубеж.
Компания принимает заказы на изготовление углепластиковых деталей произвольных размеров и форм. Наши технологии производства углеродных материалов позволяют выпускать высококачественную продукцию, которая соответствует самым строгим допускам по геометрическим размерам и отличается великолепными эксплуатационными характеристиками.
Чтобы сделать заказ на изготовление деталей или купить углеродные материалы для ваших производственных нужд, оставьте заявку на сайте или позвоните по телефону 8-800-350-50-57.
Области применения углерод-углеродных композитов
При создании изделий из углерод-углеродных композитов для определённой области использования наиболее важным является выбор конструкции армирующего каркаса, типа волокон, исходного материала матрицы и технологии изготовления. Все эти параметры существенно влияют на характеристики изделия.
В табл. 1 приведены некоторые данные о физико-механических свойствах плит на основе углерод-углеродных материалов.
Таблица 1. Свойства плит на основе углерод-углеродных композитов
|
Свойства |
Размерность |
Значение |
|
Прочность при сжатии в плоскости листа |
МПа |
120-200 |
|
Прочность при сжатии перпендикулярно плоскости листа |
МПа |
60-150 |
|
Плотность |
кг /см 3 |
1,3-1,8 |
|
Модуль упругости при изгибе в плоскости листа |
ГПа |
10-20 |
|
Прочность при изгибе в плоскости листа |
МПа |
80-200 |
|
Прочность при сдвиге в плоскости листа |
МПа |
20-30 |
|
Модуль упругости при растяжении в плоскости листа |
ГПа |
20-30 |
|
Прочностьприрастяжениивплоскости листа |
МПа |
40-70 |
|
Прочность при растяжении перпендикулярно плоскости листа |
МПа |
<10 |
Основными потребителями графитовых материалов являются металлургия, химическая промышленность и атомная энергетика. В настоящее время мировые цены графитовых материалов находятся в пределах от 3 USD /кг (электродная продукция) до 40-200 USD /кг для специальных конструкционных и особо чистых материалов. Объем мирового производства УУКМ в настоящее время составляет 230-450 т/год, цены материалов 2D структур армирования колеблются в пределах 110-2900 USD /кг, 3D и 4D структур - 1100-3300 USD /кг и более.
Примерно 81% углерод-углеродных материалов используются для тормозных дисков самолетов, 18% -для ракетно-космической техники и только 1% - для всех остальных сфер применения. При резком спаде потребностей ракетно-космической техники, объем производства тормозных дисков для самолетов в последние годы (после 1990 г.) устойчиво растет на 12% ежегодно.
Технологические процессы получения изделий из композитов на основе металлических матриц
Металлические композиционные материалы (МКМ ) представляют собой такие материалы, в которых матрицей выступают металлы и их сплавы, а арматурой - металлические и неметаллические волокна. Применение высокопрочных и высокомодульных волокон значительно повышает физико-механические характеристики МКМ , а использование металлической матрицы увеличивает прочность материала в направлении, перпендикулярном волокнам (трансверсальную), и прочность при сдвиге до значений, сопоставимых с аналогичными величинами металлов, так как прочность при сдвиге КМ определяется свойствами матрицы.
Металлическая матрица требует значительно более интенсивных в температурном и силовом отношении технологических методов и, кроме того, производство элементов конструкций из МКМ неразрывно связано с технологией их получения. В настоящее время на базе металлургических производств организован выпуск полуфабрикатов из МКМ в виде листов, труб и профилей.
Технологическую схему производства полуфабрикатов и деталей из МКМ можно представить следующим образом:
1) очистка поверхности волокон и матрицы - мойка, чистка, сушка;
2) объединение волокон и матрицы - сборка чередующихся слоев матричных элементов и волокон либо приготовление волокон в литейной форме под заливку матричным металлом;
3) получение компактных МКМ методами пластической деформации, порошковой металлургии или литья либокомбинацией этих методов.
Важнейшим в технологии МКМ является этап совмещения армированных волокон с матричным материалом. Способы совмещения можно разделить на твердофазные процессы, жидкофазные и процессы осаждения - напыления.
Для твердофазных методов характерно использование матрицы в твердом состоянии преимущественно в виде порошка, фольги или тонкого листа. Процесс создания МКМ заключается в сборке пакета заготовок, состоящего из чередующихся слоев матричного материала и упрочняющих волокон и последующего соединения компонентов между собой различными методами - диффузионной сваркой, сваркой взрывом, пластическим деформированием, спеканием и т.п.
Жидкофазный метод предусматривает получение МКМ совмещением армирующих волокон с расплавленной матрицей. К ним относят различные методы пропитки волокон жидкими матричными материалами.
Изготовление МКМ методами осаждения - напыления состоит в нанесении на волокна различными способами (газофазным , химическим, электролитическим, плазменным и т.п.) матричного материала и заполнение им межволоконного пространства.
Комбинированные методы включают последовательное или параллельное применение первых трех методов (например, плазменное напыление и горячее прессование, горячее прессование и последующая прокатка и т.д.).
Выбор метода получения МКМ определяется природой матрицы и волокна, возможностью совмещения компонентов с обеспечением необходимой между ними связи на границе раздела, особенностью процесса, позволяющего одновременно получить материал и деталь, экономичностью, наличием оборудования и т.д. Несмотря на то, что в настоящее время лишь небольшое число МКМ находится в стадии внедрения, а возможности их применения ограничиваются авиационной, ракетно-космической и атомной техникой, несомненно, что в дальнейшем МКМ найдут самое широкое применение и будут способствовать технологическому усовершенствованию свойств обычных материалов.
Рассмотрим основные методы получения МКМ , применяемые в сегодняшней практике.
Метод твердофазного совмещения матрицы и волокон
Обработка давлением является одним из наиболее часто применяемых методов изготовления МКМ , состоящих из деформируемых матричных металлов и сплавов.
Если в качестве арматуры выбраны волокна со значительным запасом пластичности, то уплотнять МКМ можно прокаткой, импульсным прессованием с помощью взрыва или ударной нагрузки, гидроэкструзией и т.п.
В случае армирования металлов хрупкими или малопластичными волокнами чаще всего применяют процессы, при которых степень пластической деформации невысока, например, диффузионную сварку или прокатку с малыми обжатиями.
В зависимости от формы полуфабриката используют различные способы сборки заготовок, подвергаемых пластической деформации.
Листовые заготовки собирают способом монослоев или способом «сэндвич». Заготовки типа «сэндвич» собирают укладкой в пакет слоев волокон (сеток, матов, тканей) и матричных слоев фольги, соблюдая последовательность укладки слоев, требуемую схему армирования и степень армирования. Нужную степень армирования в заготовке обычно обеспечивают применением матричной фольги различной толщины, укладкой различного числа слоев арматуры или использованием волокон различных диаметров. Способом «сэндвич» получают заготовки только с продольно-поперечным расположением волокон.
Способ монослоев , схема которого представлена на рис. 7, позволяет собирать заготовки, в которых слои волокон могут быть ориентированы под различными углами друг к другу в соответствии с требованиями наилучшего восприятия внешних нагрузок.
Рис. 7. Схема получения заготовки MKM AI-B способом
намотки монослоев :
1 - барабан; 2 - натяжное устройство; 3 - бобина
бороволокна ; 4 - алюминиевая фольга; 5 – заготовка
При сборке заготовок этим способом осуществляют намотку бороволокна (одного слоя волокон с требуемым шагом и углом намотки) с бобины 3 на цилиндрический барабан-оправку, на котором закреплен слой алюминиевой фольги. Для фиксации геометрии укладки волокна закрепляют на фольге 4 беззольным клеем в местах, по которым в дальнейшем фольга разрезается. Снятые с барабана монослои укладывают в нужном порядке в стопку и уплотняют прессованием.
Трубчатые и прутковые заготовки получают прокаткой, экструзией и волочением.
Наиболее производительный способ производства армированных лент и листов - прокатка. По этой технологии между валками 5 прокатного стана уплотняют либо матричные ленты и арматуру в виде непрерывных волокон (сеток, листов), либо ленты 1,3 с расположенными между ними дискретными элементами (рис. 8). Прокаткой можно получить и армированные профили. Для этого используют сортовые прокатные станы, в калибры которых подают матричные ленты вместе с волокнами.

Рис. 8. Схема непрерывного процесса прокатки
металлических армированных полос:
1,3- разматыватели полос; 2 - бункер для дискретных волокон;
4 - ролики; 5 - рабочая клеть прокатного стана; 6 - армированная полоса
Для уплотнения заготовок типа «сэндвич», а иногда для изготовления готовых деталей из МКМ применяют диффузионную сварку. Отличительным признаком этого процесса является отсутствие больших пластических деформаций, поэтому диффузионная сварка незаменима при получении МКМ , армированных хрупкими волокнами. Особенно большими возможностями обладает метод диффузионной сварки под давлением в газостате или автоклаве.
Динамическое горячее прессование использует для уплотнения пакета энергию удара. Предварительно пакет равномерно прогревают, затем переносят под молот и наносят удар падающими частями с заданной энергией. При этом компоненты МКМ соединяются в течение долей секунды. При этом методе получения МКМ нельзя использовать хрупкие волокна.
Сварка взрывом - весьма перспективный метод получения МКМ как в виде полуфабрикатов (листов, труб), так и в виде готовых изделий. Он не требует нагрева перед деформацией, что позволяет сохранить исходную прочность армирующих волокон.
В табл. 2 представлены свойства однонаправленных МКМ , полученных методами твердофазного совмещения.
Таблица 2. Свойства однонаправленных композиционных материалов с алюминиевой и магниевой матрицей
|
Свойства |
Алюминий-стальная проволока |
Алюминий-борное волокно |
Магний-борное волокно |
|
|
Содержание волокна, объем % |
||||
|
Плотность, кг /м 3 |
4100 |
4800 |
2650 |
2200 |
|
Прочность при растяжении, МПа: |
||||
|
при 293 К |
1177 |
1569 |
1128 |
1226 |
|
при 673 К |
735 |
784 |
834 |
883 |
|
Модуль упругости, МПа |
102 970 |
117 680 |
235 360 |
196 133 |
|
Длительная прочность за 100 ч при 673 К , МПа |
392 |
441 |
637 |
588 |
|
Усталостная прочность на базе 107 циклов, МПа |
294 |
343 |
588 |
539 |
|
Коэффициент термического расширения |
11,8 |
6,0 |
6,5 |
|
Метод жидкофазного совмещения матрицы и волокон
Существуетнесколькоразновидностейметода,различающихся между собой условиями пропитки армирующего наполнителя:
Пропитка расплавом при нормальном давлении;
Вакуумное всасывание;
Пропитка расплавом под давлением;
Комбинированные методы пропитки (с использованием давления и вакуума, центробежных сил и т.д.).
Условия пропитки, в основном, определяются реакционной способностью расплавленной матрицы и смачиваемостью волокон матрицей. Металлические матрицы, как правило, плохо смачивают керамические армирующие волокна. Увеличить способность металлов смачивать керамику удается введением в расплав легирующих веществ: титана, хрома, циркония.
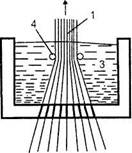
Пропитка волокон расплавом матрицы при нормальном давлении (метод непрерывного литья КМ - рис. 9) является наилучшим способом изготовления изделий сложной формы и полуфабрикатов в виде прутков, труб, профилей и т.д.
а)
 б)
б)

Рис. 9. Схема процесса непрерывной пропитки жидким металлом
и получаемые виды изделий (а - схема процесса, б - виды изделий):
1 - композитный пучок; 2 - разделенные волокна;
3 - расплавленный металл; 4 - ограничители пучка волокон
Этот метод применим в тех случаях, когда волокна термодинамически стабильны в расплавленной матрице. Самый простой вариант этого метода заключается в укладке волокон в литейную форму и заливке в нее расплавленного металла матрицы. Перспективной и значительно более широко применяемой разновидностью метода пропитки расплавом при нормальном давлении является непрерывная пропитка пучка волокон.
В табл. 3 представлены свойства МКМ магний - бор, полученных этим способом.
Таблица 3. Свойства МКМ Мд - В, полученных методом пропитки
|
Содержание волокна, объемн . % |
Прочность, МПа |
Модуль упругости при растяжении, ГПа |
Плотность, кг /м 3 |
||
|
при растяжении |
при изгибе |
при сжатии |
|||
|
1130 |
105 |
1960 |
|||
|
2090 |
2000 |
||||
|
3190 |
2300 |
||||
|
1350 |
1600 |
329...343 |
2400 |
||
Для упрочняющих волокон, склонных к окислению при нормальных условиях, необходимо применять защитную атмосферу либо вакуум при переработке их в МКМ . Методом пропитки в вакууме получают МКМ на основе алюминия и магния, упрочненные борными волокнами, на основе никелевых сплавов, упрочненных вольфрамовой проволокой, и др.
Пропитку используют для получения углеалюминия (АІ - С). Применяют две разновидности метода пропитки:
1) протяжку углеродного жгута через матричный расплав с последующим формованием пропитанных жгутов;
2) принудительную пропитку каркаса из углеродных волокон, уложенных в пресс-форме.
Характеристики материалов при этом получаются примерно одинаковыми.
Рассмотрим получение дисперсно-упрочненного композиционного материала Al (матрица) – Al 2 O 3 (наполнитель) с помощью процесса направленной реакционной пропитки (НРП).
При обдувке воздухом или кислородом поверхности нагретого (до температуры 1200–1350 ° С) исходного сплава алюминия с магнием, начинается образование оксидного слоя, имеющего дуплексную структуру MgO-MgAl 2 O 4 (рис. 10,а). Через несколько часов в этом слое начинают образовываться микротрещины (вследствие отличия коэффициентов термического расширения указанных фаз). По окончании инкубационного периода (ИП - время образования дуплексного слоя с микротрещинами) происходит непрерывная подача расплава к фронту реакции с газообразным окислителем, путем его капиллярного всасывания через микротрещины в дуплексном слое (рис. 10,в) и далее через каналы микронного сечения между выросшими кристаллами алюмооксидной фазы (рис. 10,д), образующими «плотную сетку» (рис. 10,г). Такое направленное перемещение расплава под действием капиллярных сил идет до полного исчерпания алюминиевого расплава (рис. 10,б). Так образуется ДУКМ, в котором алюминиевый каркас является пластичной матрицей, а выросшие алюмооксидные кристаллы – хрупким наполнителем.

Рис. 10. Схематическое изображение процессанаправленной реакционной пропитки:
1 – огнеупорная емкость; 2 – газоизолирующий слой (гипс CaSO 4 × 2H 2 O); 3 – сплав Al c Mg – 6% масс;
4 – оксидный слой; 5 – микротрещины; 6 –расплав алюминия; 7 – кристаллы Al 2 O 3 ; 8– композит Al-Al 2 O 3 .
Метод НРП позволяет получать композиты, используя различные металлы и газовые среды. Например, в качестве исходных металлов могут быть использованы - Al ; Si ; Zr ; Ti ; Hf ; Sn ; Zn , а в качестве газообразных компонентов - O 2 ; N 2 ; CO 2 ; NH 3 ; H 2 . Тогда продуктом реакции могут стать кристаллы различных соединений (оксидов, карбидов, нитридов). А изменяя состав газа в процессе пропитки, можно добиваться образования вметаллической матрице смеси кристаллов, отличных по фазовому составу.
На рисунках 11 и 12 показана реализация метода НРП с использованием каркаса с каналами, которые пространственно ограничивают рост ДУКМ. Получается КМ с волокнами из ДУКМ.

Рис. 11. Схематическое изображение направленного перемещения расплава в сквозных цилиндрических порах:
1 – огнеупорная емкость; 2 – газоизолирующий слой (гипс CaSO 4 × 2 H 2 O ); 3 – расплав алюминия; 4 – оксидный слой;
5 – микротрещины; 6 – алюмооксидная заготовка с цилиндрическими каналами; 7 – прорастающие волокна состава Al / Al 2 O 3(кристаллы) .

Рис. 12. Вид структуры материала, полученного в результате заполнения расплавом
алюминия цилиндрических каналов в заготовке из Al 2 O 3 :
а – фронтальная поверхность б – продольный излом; 1 – алюмооксидная заготовка;
2 – пористые волокна состава Al / Al 2 O 3(кристаллы) ; 3 – граница волокна.
Достоинства метода НРП:
1) Отсутствие усадки получаемых композитных изделий;
2) Позволяет изготавливать сложнопрофильные , крупногабаритные изделия;
3) Высокая трещиностойкость и прочность получаемых материалов (σ изг = 600-1000 МПа), по удельной жесткостив интервале температур 20 – 400 ° С превышают показатели для алюминия, титана и стали.
Газофазные методы осаждения-напыления
Осаждение-напыление - это газофазные , химические и электрохимические процессы получения МКМ . Главной технологической особенностью этих процессов является нанесение на волокна покрытий из матричного материала, который, заполняя межволоконное пространство, образует матрицу МКМ .
Преимущества осаждения-напыления:
Отсутствует разупрочнение волокон, поскольку волокно в процессе формообразования изделий из МКМ не подвергается воздействию высоких температур или значительным механическим нагрузкам;
Исключаетсявозможность непосредственного нежелательного контакта волокон друг с другом;
Имеется возможность формообразования полуфабрикатов и изделий сложной геометрической формы;
Процесс введения матрицы может быть осуществлен в непрерывном варианте, в том числе в промышленных масштабах.
Главным недостатком процессов осаждения-напыления является трудность использования в качестве матриц сложнолегированных сплавов.
В практике производства МКМ наибольшее применение получили методы газотермического (обычно, плазменного) напыления и электролитического осаждения. Плазменное нанесение покрытий заключается в следующем: наносимый материал матрицы в виде порошка или проволоки подводится к плазменной струе, температура которой около 15000°К , расплавляется и, подхваченный сильным потоком плазмообразующего газа (например, аргона), направляется к поверхности изделия. Двигаясь с большой скоростью (150 м/с), частицы материала при ударе о поверхность подложки (металлическая фольга) прочно соединяются с уложенными на ней определенным образом волокнами. Полученный таким образом МКМ требует дальнейшей обработки давлением или диффузионной сваркой.
На рис. 13 показаны схемы получения МКМ с использованием метода плазменного напыления.

Рис. 13. Схемы плазменного напыления монослойных
заготовок (а) и цилиндрической детали (б):
1 - плазмотрон; 2 - волокно; 3 - напыляемый материал
ПромышленностьюсерийновыпускаютсяплазмотроныУПУ-ЗД (напыление из порошка и проволоки) и УМП-6 (напыление из порошка).
Принципиальная схема изготовления МКМ электролитическим осаждением с использованием непрерывных волокон показана на рис. 14. Волокно перематывается с катушки на специальную металлическую оправку, служащую катодом. Оправка частично погружена в электролит и совершает вращательное движение с заданной скоростью. Анод, изготавливаемый из осаждаемого металла - матрицы, размещается на определенном расстоянии.
В результате осаждения материала анода на оправку образуется, как правило, плотный, малопористый материал, который фактически не требует дальнейшего уплотнения методом прессования, спекания, прокатки. Правда, при использовании волокон бора или металлических волокон диаметром 100 мкм и более в процессе формирования МКМ образуется пористость.
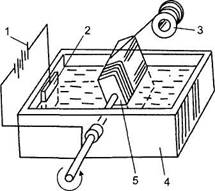
Рис. 14. Схема изготовления МКМ
способом электролитического осаждения:
1 - источник питания; 2 - анод; 2 - шпуля с волокном;
4 - ванна с электролитом; 5 - катод-оправка
В табл.4 представлены свойства никелевых МКМ , полученных способом электролитического осаждения.
МКМ можно получить также осаждением из газовой фазы, методом испарения и конденсации, катодным распылением и другими способами, которые для формирования МКМ применяются практически очень редко. Эти способы рассмотрены в специальной литературе.
Таблица 4. Свойства никелевых МКМ
|
Наполнитель |
Содержание волокна, объёмн . % |
Прочность при растяжении , Мпа |
Модуль упругости при растяжении, ГПа |
|
Вольфрамовое волокно, 050... 100 мкм |
1050 1190 1160 1640 |
175 210 238 |
|
|
Борное волокно 0…100 мкм |
800 840 1120 1310 |
196 210 224 224 |
|
|
Волокно карбида кремния |
700 1050 1300 |
210 280 315 |
Области применения МКМ
МКМ все чаще применяют в таких областях современной техники, где они должны работать при низких, высоких и сверхвысоких температурах, в агрессивных средах, при статических, циклических, ударных, вибрационных и других нагрузках. Наиболее эффективно применение МКМ в таких конструкциях, особые условия работы которых не допускают применения традиционных металлических материалов.
В настоящее время особое внимание уделяется боралюминию как одному из первых материалов, определяющих возможность применения МКМ в авиационно-космических конструкциях. Например, по зарубежным данным известно, что применение боралюминия в планере самолета F-106A (М-2) позволило снизить его массу с 3860 до 2990 кг, т.е. на 23%, и увеличить за счет этого на 115% полезную нагрузку без уменьшения скорости и дальности полета.
Первый отечественный МКМ этого типа (ВКА-1) получен с помощью диффузионной сварки. Предел прочности и модуль упругости боралюминия ВКА-1 при объемном содержании волокон бора 50% с прочностью волокон 2500 МПа составляют соответственно 200МПа и 260 ГПа.
Боралюминий практически сохраняет свои высокие прочностные и упругие свойства до температур 673-773 К. Существенно расширить рабочую температуру боралюминиевых материалов можно, используя волокна из борсика (волокна бора с нанесенным защитным покрытием карбида кремния).
Об эффективности применения МКМ в авиационной технике можно судить на примере их использования в конструкции самолета ИЛ-62, что может обеспечить снижение взлетной массы самолета при сохранении летных характеристик на 17%, увеличение дальности полета на 15% и увеличение полезной нагрузки на 20%.
Применение боралюминиевых композиций эффективно в космических летательных аппаратах, узлах конструкций, подвергающихся нагреву, в герметических кабинах, для элементов жесткости панелей, кожухов, юбок ракетного двигателя, соединительных отсеков ступеней баллистических ракет.
Легкие МКМ с алюминиевой матрицей, армированной углеродными высокомодульными волокнами, хотя и обладают пределом прочности немногим выше предела прочности лучших промышленных алюминиевых сплавов, однако имеют значительно более высокий модуль упругости (140-160 вместо 70 ГПа) при меньшей плотности (2300 вместо 2750 кг/м 3). Особенно велика разница в удельной жесткости, которая у углеалюминиевой композиции в 2,5 раза выше, чем у стандартных сплавов. Углеалюминий отличается высокой усталостной прочностью, которая находится на уровне усталостной прочности титана и легированных сталей. Он обладает также малым коэффициентом температурного расширения при изменении температуры в интервале 293-673° К. Указанные свойства дают основание конструкторам использовать материалы в опытных конструкциях таких высоконагруженных деталей, как корпус и сопловые лопатки турбин двигателей самолетов, вертолетов и ракет.
Углеродные волокна используют также в композиции с медными, свинцовыми, цинковыми матрицами в изделиях различного назначения, Для которых требуется высокая износостойкость, малый коэффициент трения, высокая электропроводность, хорошая термостабильность и способность сохранять высокие прочностные и упругие свойства при нагреве. Армирование свинца углеродными волокнами дает возможность получить МКМ с пределом прочности и модулем упругости более чем в 10 раз выше, чем у неармированного свинца. Это позволяет использовать углесвинец как конструкционный материал для оборудования и аппаратуры, обладающей высокой стойкостью в агрессивных средах, способностью подавлять звуковые колебания, поглощать гамма-излучение и выполнять другие функции. Для изготовления подшипников, работающих без смазки, успешно опробован антифрикционный МКМ на основе свинца, армированного проволокой из нержавеющей стали или оловянистой бронзы.
Введение арматуры из вольфрама или молибдена в медную и серебряную матрицу позволяет получить износостойкие электрические контакты для сверхмощных высоковольтных выключателей.
МКМ на основе никеля и хрома, армированные нитевидными кристаллами оксида алюминия А1 2 О 3 , а также композиции, в которых матрица изготавливается из жаропрочных сплавов, а арматура - из высокопрочных тугоплавких волокон, перспективны для изготовления жаропрочных деталей газотурбинных двигателей.
Области применения МКМ практически неограниченны. К настоящему времени работы в области создания конструкций из них вышли далеко за рамки чисто научных исследований, и в ближайшие годы следует ждать их широкого внедрения.
Вопросы для самопроверки
- Что называется УУКМ?
- Достоинства и недостатки УУКМ.
- Методы изготовления 2D, 3D структур из УУКМА.
- Какие параметры УУКМ позволяют регулировать их термические и физико-механические свойства?
- Перечислите методы пропитки каркасов УУКМ. Какие связующие используют для пропитки?
- Области применения УУКМ.
- В каких случаях для изготовления УУКМ применяют низко- и высокомодульные углеродные волокна?
- Какие материалы называются металлическими композиционными материалами (МКМ
Углеродная матрица в композите выполняет несколько основных функций: передает усилия на армирующие волокна, защищает их от физико-химического воздействия среды, изолирует волокна друг от друга, препятствуя их взаимному смещению. Метод формирования углеродной матрицы определяет ее структурно-фазовое состояние и свойства, а также в значительной степени влияет на качество композита в целом.
В соответствии с этим получают углеродные композиты типа стеклоуглерода и углерод-углеродного материала – УУКМ. Для данных целей наиболее широко применяют два основных метода: карбонизации углепластиковой заготовки и осаждения пироуглерода из газовой фазы в порах углеволокнистой матрицы.
С т е к л о у г л е р о д образуется при карбонизации заготовки, содержащей в качестве связующего широко распространенную фенолоформальдегидную смолу. При ее нагреве до температуры 800…1000 0 С в безокислительной среде протекают процессы термодеструкции и рекомбинации образовавшихся радикалов с последующим поликонденсационным отверждением получающейся коксовой матрицы. Выделяющиеся при этом газы вызывают образование в ней пористых стекловидных, а также кристаллических углеродных слоев. Это придает стеклоуглероду невысокий уровень физико-механических свойств: плотность величиной 1650 кг/м 3 , прочность при изгибе – 132 МПа, модуль упругости – 14,7 ГПа, которые обусловливают применение стеклоуглерода, в основном, для изготовления теплоизолирующих изделий.
К о м п о з и т У У К М получают с использованием метода карбонизации углепластиковой заготовки и применением дополнительных циклов пропитки связующим, а также карбонизации образовавшейся коксовой матрицы путем ее нагрева под давлением в автоклаве. Таким способом достигается повышение плотности и прочности получаемого композита. С этой же целью, кроме фенолоформальдегидной смолы, для изготовления углепластиковой заготовки применяют фурановые соединения, полиимиды, полифенилены, пеки.
Метод осаждения пироуглерода из газовой фазы осуществляется за счет диффузии и тероморазложения углеводородного газа в порах заготовки из углеводородных волокон. Пироуглерод образуется и осаждается на волокнах при действии высокой температуры в вакууме или под давлением в электропечи, формируя загттовку из углеродного композиционного материала.
В зависимости от требований к качеству композита применяется несколько технологических способов осаждения пироуглерода.
Изотермическое осаждение проводится в равномерно нагретой камере индукционной печи при температуре 900…1200 0 С под давлением 0,13…2 МПа в течение продолжительного времени. При этом целесообразным является получение тонкостенных заготовок, т.к. углерод заполняет, в основном, приповерхностные поры заготовки.
Термодинамическое осаждение предусматривает нагрев заготовки с одной стороны за счет ее размещения на специальном нагревателе и подачу углеводородного газа на ее менее нагретую сторону. В этих условиях термоосаждение начинается с более горячей стороны заготовки и распространяется с повышенной скоростью по всему ее объему. Данный процесс создает высокую плотность и прочность композита, что позволяет получать заготовки повышенной толщины.
Комбинированные матрицы углеродных композитов формируются путем насыщения пироуглеродом в изотермических условиях карбонизированного углепластика. Такое введение пироуглерода в коксовый материал заготовки улучшает его плотность за счет уменьшения открытой пористости и повышет термомеханические свойства. При этом вначале на каркас из углеродных волокон наносится пироуглерод при температуре 1100 0 С, затем производится его пропитка полимерным связующим и формование углепластиковой заготовки. После этого выполняется ее карбонизация при температуре 1000 0 С с последующим уплотнением пористой коксовой матрицы путем осаждения пироуглерода.
Свойства углеродных композитов превышают качества графита и углепластиков, особенно, по величине прочности при изгибе (σ и до 640 МПа). Их прочность при разрыве составляет 190 МПа, модуль упругости – 2,8 ГПа, причем эти качества сохраняются в безокислительных условиях нагрева до температуры 2200 о С. Они обладают также высокой стойкостью к термоудару, низкими значениями ТКЛР и коэффициента теплопроводности, большой химической и фрикционной стойкостью. Применение углеродных композитов связано с изготовлением деталей теплозащитных конструкций, тяжелонагруженных тормозных устройств, химического машиностроения, атомного энергомашиностроения. Благодаря повышенным качествам биосовместимости углеродные композиты используются в биомедицинской технике.
ГОСТ Р 57970-2017
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
КОМПОЗИТЫ УГЛЕРОДНЫЕ. УГЛЕРОДНЫЕ КОМПОЗИТЫ, АРМИРОВАННЫЕ УГЛЕРОДНЫМ ВОЛОКНОМ
Классификация
Carbon composites. Carbon composites reinforced with carbon fiber. Classification
ОКС 01.040.71
Дата введения 2018-06-01
Предисловие
Предисловие
1 ПОДГОТОВЛЕН Объединением юридических лиц "Союз производителей композитов" совместно с Автономной некоммерческой организацией "Центр нормирования, стандартизации и классификации композитов" на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 497 "Композиты, конструкции и изделия из них"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 21 ноября 2017 г. N 1789-ст
4 Настоящий стандарт является модифицированным по отношению к стандарту АСТМ Ц1836-16* "Стандартная классификация для конструкций из углерод-углеродного композитного материала, армированных волокном" (ASTM С1836-16 "Standard Classification for Fiber Reinforced Carbon-Carbon Composite Structures", MOD) путем изменения содержания отдельных структурных элементов, которые выделены вертикальной линией, расположенной на полях этого текста. Оригинальный текст этих структурных элементов приведенного стандарта АСТМ и объяснения причин внесения технических отклонений приведены в дополнительном приложении ДА.
________________
* Доступ к международным и зарубежным документам, упомянутым здесь и далее по тексту, можно получить, перейдя по ссылке на сайт http://shop.cntd.ru . - Примечание изготовителя базы данных.
В настоящий стандарт не включены ссылки на АСТМ Ц242, АСТМ Ц559, АСТМ Ц838, АСТМ Ц1039, АСТМ Ц1198, АСТМ Ц1259, АСТМ Ц1275, АСТМ Ц1773, АСТМ Ц1783, АСТМ Д4850, АСТМ Д6507, АСТМ Е6, АСТМ Е111, АСТМ Е1309, разделы 4, 5, подразделы 1.1-1.6, 6.5 примененного стандарта АСТМ, которые нецелесообразно применять в российской национальной стандартизации, так как они имеют поясняющий и справочный характер.
В настоящий стандарт не включен также раздел 3 примененного стандарта АСТМ, так как термины и определения, приведенные в данном разделе, нецелесообразно применять в российской национальной стандартизации, они заменены терминами по ГОСТ 32794 . Указанные структурные элементы, не включенные в основную часть настоящего стандарта, приведены в дополнительном приложении ДБ.
Наименование настоящего стандарта изменено относительно наименования указанного стандарта АСТМ для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
В настоящем стандарте ссылки на стандарты АСТМ заменены ссылками на соответствующие межгосударственные стандарты. Сведения о соответствии ссылочных межгосударственных стандартов стандартам АСТМ, использованным в качестве ссылочных в примененном стандарте АСТМ, приведены в дополнительном приложении ДВ.
Сопоставление структуры настоящего стандарта со структурой указанного стандарта АСТМ приведено в дополнительном приложении ДГ. Разъяснение причин изменения структуры приведено в примечаниях в приложении ДГ
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Август 2018 г.
Правила применения настоящего стандарта установлены в
статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации" . Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты*:
________________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - Примечание изготовителя базы данных.
ГОСТ 32794 Композиты полимерные. Термины и определения
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 32794 .
4 Классификация
4.1 Углерод-углеродные композиты классифицируют по следующим признакам:
- по типу волокна;
- по типу армирования;
- по методу уплотнения матрицы;
- по физическим свойствам;
- по механическим свойствам.
4.2 По типу волокна углерод-углеродные композиты подразделяются на:
- А - содержащие углеродное волокно на основе полиакрилонитрила (ПАН);
- Р - содержащие углеродное волокно на основе пека;
- R - содержащие углеродное волокно на основе вискозы;
- Н - содержащие смесь углеродных волокон.
4.4 По методу уплотнения матрицы углерод-углеродные композиты подразделяются на:
- S - композиты, матрица которых уплотнена инфильтрацией и пиролизом термореактивных смол;
- Р - композиты, матрица которых уплотнена инфильтрацией и пиролизом термопластичных смол (пеков);
- С - композиты, матрица которых уплотнена осаждением пара при химической реакции углеводородов;
- Н - композиты, матрица которых уплотнена инфильтрацией смол и пара при химической реакции.
4.5 По физическим свойствам углерод-углеродные композиты классифицируют, исходя из объемной доли волокна, объемной плотности и пористости (см. таблицу 1). Таблица 1 |
|||||||||||||
Физическое свойство | Обозначение классификации | ||||||||||||
Объемная доля волокна, % | |||||||||||||
Не менее 60 | От 50 до 59 включ. | От 40 до 49 включ. | От 30 до 39 включ. | ||||||||||
Объемная плотность, г/см | |||||||||||||
От 1,6 до 1,79 включ. | От 1,4 до 1,59 включ. | От 1,2 до 1,39 включ. | |||||||||||
Пористость, % | |||||||||||||
От 2 до 5 включ. | От 5 до 10 включ. | От 10 до 15 включ. | |||||||||||
4.6 По механическим свойствам углерод-углеродные композиты классифицируют, исходя из предела прочности при растяжении/предела прочности при растяжении в окружном направлении и модуля упругости при растяжении/модуля упругости при растяжении в окружном направлении (см. таблицу 2). Таблица 2 |
|||||||||||||
Механическое свойство | Геометрия - направленность | Обозначение классификации | |||||||||||
Среднее значение предела прочности при растяжении/предела прочности при растяжении в окружном направлении, МПа | |||||||||||||
Не менее 400 | От 300 до 399 включ. | От 200 до 299 включ. | От 100 до 199 включ. | ||||||||||
Среднее значение модуля упругости при растяжении/модуля упругости при растяжении в окружном направлении, ГПа | Пластина/брусок - главная ось 0°. Стержень/труба - осевая/по кольцу | ||||||||||||
Не менее 100 | |||||||||||||
Примечания | |||||||||||||
4.7 Примеры условных обозначений
Условное обозначение углерод-углеродных композитов включает в себя:
- аббревиатуру углеродного композита (С3);
- тип волокна, тип армирования, метод получения матрицы;
- физические свойства;
- механические свойства.
Примеры условных обозначений углерод-углеродных композитов:
1 Углеродный композит с углеродным волокном на основе ПАН, тип армирования двунаправленный, матрица уплотнена осаждением пара при химической реакции углеводородов, объемная доля волокна 45%, объемная плотность 1,5 г/см, пористость менее 2%, предел прочности при растяжении 360 МПа, модуль упругости 35 ГПа:
С3-А2С-4С2*-32
2 Углеродный композит с углеродным волокном на основе пека, тип армирования однонаправленный, матрица уплотнена инфильтрацией и пиролизом термореактивных смол, объемная доля волокна 52%, объемная плотность 1,5 г/см, пористость менее 12%, предел прочности при растяжении 250 МПа, модуль упругости 60 ГПа:
C3-P1S-5C10-24
Приложение ДА (справочное). Оригинальный текст модифицированных структурных элементов примененного стандарта АСТМ
Приложение ДА
(справочное)
ДА.1
1.1 Данная классификация относится к конструкциям из углерод-углеродного (С-С) композитного материала, армированным волокном (плоские плиты, прямоугольные бруски, круглые стержни и трубки), изготовленным специально для элементов конструкции. Углерод-углеродные композитные материалы состоят из углеродных/графитных волокон (полиакрилонитрильных (ПАН), пековых или вискозных первичных волокон) в углеродной/графитной матрице, возникающей в результате пропитки жидкостью/пиролиза или химической инфильтрации из паровой фазы, или и того, и другого.
Примечание - Настоящий раздел стандарта АСТМ изменен в соответствии с требованиями ГОСТ 1.5-2001 (подраздел 3.7), а также в целях соблюдения норм русского языка, принятой терминологии и технического стиля изложения.
ДА.2
6 Классификация углерод-углеродных композитов
6.3 Класс архитектуры. Углерод-углеродные композиты идентифицируют по классу на основе архитектуры волоконного армирования.
6.3.1 Класс 1 - одномерная (1D) намотка филамента или одномерная укладка одноосного мотка.
6.3.2 Класс 2 - пластины из двухмерных (2D) стопок полотна, укладка 0-90 перекрестными слоями одноосного мотка или двухмерное плетение/намотка.
6.3.3 Класс 3 - трехмерные (3D) витые, плетеные или вязаные волоконные заготовки.
Примечание 2 - Некоторые двухмерные пластины армированы ограниченной (<5% по объему волокна) сплошной прошивкой/пробивкой волоконным жгутом, их иногда называют архитектурой 2,5D. Для целей настоящей спецификации архитектуры (2,5D) с прошивкой/пробивкой были отнесены к композитам класса 3 (трехмерным).
6.6 Физические свойства. Три ключевые составляющие для классификации физических свойств - объемная доля волокна, объемная плотность и открытая пористость. В таблице 2 представлена система классификации углерод-углеродных композитов на основе объемной доли волокна, объемной плотности и открытой пористости. Скобу нагружают или сжимают (в зависимости от принципа действия устройства) таким образом, чтобы нагрузка передавала эксцентрическое усилие скобе и траверсе, имитируя промежуточное крепление к деревянной, стеклопластиковой, стальной или бетонной опоре.
6.6.1 Данные физические свойства измеряются на основе стандартов испытаний АСТМ, указанных в таблице 2.
Таблица 2 - Коды уровней классификации углерод-углеродных композитов по физическим свойствам
Код уровней |
|||||
Объемная доля волокна, %, рассчитанная по данным производства | |||||
Объемная плотность, г/см, рассчитанная путем измерения (АСТМ Ц559 или АСТМ Ц838) и/или погружения (АСТМ Ц1039) | |||||
Открытая пористость, %, измеренная путем погружения (метод испытаний по АСТМ Ц1039) | |||||
6.7 Механические свойства. Две ключевые составляющие для классификации механических свойств - предельная кольцевая прочность, прочность на растяжение (комнатная температура - КТ) и кольцевой модуль упругости/модуль упругости на растяжение (комнатная температура - КТ) по главной оси. В таблице 3 приведена система классификации структур углерод-углеродных композитов на основе этих двух ключевых механических свойств.
Таблица 3 - Коды уровней классификации углерод-углеродных композитов по механическим свойствам
Примечание 1 - В рамках процесса классификации свойства прочности на четырехточечный изгиб и изгибный модуль не является допустимой альтернативой упругим свойствам ввиду вариативности, обусловленной разными геометриями изгибаемых образцов и разными конфигурациями испытаний.
Механическое свойство | Геометрия - направленность | Код уровней |
||||
Средние значения предельной прочности на растяжение и кольцевой прочности (КТ) по АСТМ Ц1275 и АСТМ Ц1773 | Пластина/брусок - главная ось 0°. Стержень/трубка - осевая или по кольцу* | |||||
Средний модуль растяжения или кольцевой модуль (КТ) по АСТМ Ц1275, АСТМ Ц1773, АСТМ Е111, АСТМ Ц1198 и АСТМ Ц1259 | Пластина/брусок - главная ось 0°. Трубка/стержень - осевая или по кольцу | |||||
_______________ |
||||||
____________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
6.7.1 Данные свойства растяжения измеряют на основе стандартов испытаний, указанных в таблице 3. Средние значения рассчитывают на основе минимального количества испытательных образцов - десять образцов для расчета предельной прочности на растяжение и пять образцов для расчета модуля растяжения.
Примечание - Данный раздел стандарта АСТМ изменен в целях соблюдения норм русского языка, принятой терминологии и технического стиля изложения.
Приложение ДБ (справочное). Оригинальный текст невключенных структурных элементов примененного стандарта АСТМ
Приложение ДБ
(справочное)
ДБ.1
1.2 Система классификации обеспечивает возможность идентифицировать и группировать различные композитные материалы С-С на основании информации о типе волокна, классе его архитектуры, уплотнении матрицы, физических и механических свойствах. Данная система является высокоточным инструментом идентификации, который позволяет группировать разные виды композитных материалов С-С в отдельные классы, а также определять общую структуру и свойства определенного композитного материала С-С. Система может помочь специалистам керамической промышленности при разработке, выборе и применении С-С композитных материалов с необходимым составом, структурой и свойствами для соответствующего применения.
1.3 Система классификации присваивает определенный код соответствующему композитному материалу С-С, который включает в себя информацию о типе волокна, архитектуре армирования, виде матрицы, объемной доле волокна, плотности, пористости, прочности на растяжении и модуле растяжения (при комнатной температуре).
1.3.1 Рассмотрим пример кода классификации углерод-углеродного композитного материала - С3-А2С-4С2*-32 - классификация углерод-углеродного композитного материала/компонента (С3) с углеродным волокном на полиакрилонитрильной (ПАН) основе (А), в двухмерной (2) архитектуре волокна с матрицей инфильтрации паров химической реакции (С), объемной долей волокна 45% (4), объемной плотностью 1,5 г/см (С), открытой пористостью менее 2% (2*), средней величиной предельной прочности при растяжении 360 МПа (3) и средним модулем упругости 35 ГПа (2).
1.4 Данная система классификации является универсальным инструментом идентификации, который использует ограниченный набор свойств композитного материала для точного распределения материалов по группам. Данная система не должна представлять собой полную, детальную спецификацию материала, так как в ней нет полной информации по составу, архитектуре, физическим, механическим, производственным и прочностным характеристикам, которые обычно указываются в полной технической спецификации. Руководство АСТМ Ц1783 содержит полные подробные указания и инструкции по подготовке развернутой спецификации материала для определенного композита С-С.
1.5 Единицы. Величины, указанные в единицах СИ, считаются стандартными. Другие единицы измерения в настоящем стандарте не используют.
1.6 Настоящий стандарт не претендует на освещение в полном объеме всех вопросов соблюдения техники безопасности (если таковые имеются), которые могут возникать в связи с его применением. Ответственность за установление соответствующих мер по технике безопасности и охране труда, а также определение применимости нормативных ограничений до начала использования настоящего стандарта лежит на его пользователе.
ДБ.2
3 Терминология
3.1 Основные определения
Определения многих терминов, встречающихся в данной классификации, можно найти в стандартной терминологии для изделий из графита (АСТМ Ц709), композитных материалов (АСТМ Д3878), тканей и методов испытаний тканей (АСТМ Д4850), а также в терминологии для механических испытаний (АСТМ Е6).
3.1.1 открытая пористость:
Объемная доля всех пор, пустот и пазов в массе твердых частиц, взаимосвязанных друг с другом и соприкасающихся с внешней поверхностью, в связи с чем данную характеристику можно измерить глубиной проникновения газа либо жидкости.
3.1.2 сплетенные волокна:
Тканое волокно, полученное путем перекрещивания трех или более концов нитей так, чтобы нити располагались по диагонали к вертикальной оси волокна.
3.1.2.1 Исследование. Сплетенные волокна могут иметь двух- и трехмерную архитектуру.
3.1.3 объемная плотность:
Масса единицы объема материала с проницаемыми и непроницаемыми пустотами.
3.1.4 ткань:
Для текстильных изделий - плоская структура, состоящая из нитей или волокон.
3.1.5 волокно:
Волокнистый вид материи с отношением длин сторон >10 и фактическим диаметром <1 мм (синоним - филамент).
3.1.5.1 Исследование. Волокно/филамент является основным элементом ткани и других текстильных структур.
3.1.7 волоконная заготовка:
Первичное формообразование волокнистого армирования, обычно без матрицы, но часто содержащее связующее вещество для облегчения производства, формируемое путем распространения/вплетения волокон в форму с приближенными к готовому изделию контуром и толщиной.
3.1.8 графит:
Аллотропная кристаллическая форма элементного углерода, встречающаяся в виде минерала, обычно состоящая из гексагональной группы углеродных атомов (пространственная группа Р 63/mmc), но также существующая в ромбоэдрической форме (пространственная группа R 3m).
3.1.9 графитизация:
В производстве углерода и графита твердофазное превращение термодинамически неустойчивого аморфного углерода в кристаллический графит при высокотемпературной термообработке в инертной среде.
3.1.9.1 Исследование. Степень графитизации отображает диапазон дальнего трехмерного кристаллографического порядка, определяемый только в рамках исследования дифракции. Степень графитизации значительно влияет на многие свойства, такие как теплопроводность, электропроводность, прочность и жесткость.
3.1.9.2 Исследование. Термин графитизация широко используется для определения процесса термообработки углеродных материалов при Т>2200°С, независимо от степени полученной кристаллизации. Но такое употребление термина некорректно. Следует избегать термина графитизация без внесения в протокол подтверждения дальнего трехмерного кристаллографического порядка, определяемого в рамках исследования дифракции, так как его использование может быть неверным.
3.1.10 гибрид:
Композитный материал, содержащий не менее двух разных видов матриц или армирования. Каждая матрица или тип армирования могут различаться по своим (а) физическим и/или механическим свойствам, (b) иметь разную материальную форму или (с) химический состав.
3.1.11 вязаная ткань:
Волокнистая структура, получаемая путем переплетения одного или более концов нити или аналогичного материала.
3.1.12 пластина:
Любой волокнистый или армированный волокном композитный материал, состоящий из листов (слоев) с одной или более ориентациями относительно какого-либо направления отсчета.
3.1.13 наложение:
Процесс изготовления, при котором несколько слоев материала располагаются в определенной последовательности и с определенной ориентацией.
3.1.14 матрица:
Непрерывный компонент композитного материала, который окружает или обтекает залитое армирование в композитном материале и действует как механизм передачи нагрузки между дискретными компонентами армирования.
3.1.15 слой:
В двухмерных слоистых композитных материалах - отдельный составляющий ряд при производстве или встречающийся в композитной структуре.
3.1.16 жгут:
В волокнистых композитных материалах - непрерывная упорядоченная группа, как правило, параллельных коллимированных непрерывных нитей, обычно нескрученных (синоним - ровинг).
3.1.17 однонаправленный композит:
Любой композитный материал, армированный волокном, у которого все волокна расположены в одном направлении.
3.1.18 тканое полотно:
Волокнистая структура, полученная через переплетение жгутов или нитей, расположенных в двух или более направлениях, на специальном ткацком станке.
3.1.18.1 Исследование. Существует много разновидностей двухмерного ткацкого переплетения, например полотняное, сатиновое, саржевое, корзинное, ломаная саржа и т.д.
3.1.19 нить:
В волокнистых композитных материалах - непрерывная упорядоченная группа, как правило, параллельных коллимированных дискретных или непрерывных филаментов, обычно скрученных.
3.1.19.1 одиночная нить:
Конец, на котором каждый филамент скручен в одну и ту же сторону.
3.2 Определения терминов, характерных для настоящего стандарта:
3.2.1 Одно-, двух- и трехмерное армирование:
Описание ориентации и распределения армирующих волокон и нитей в композитном материале.
3.2.1.1 Исследование. В одномерной структуре все волокна комбинированы с углеродной матрицей, где волокна ориентированы в едином продольном (х
) направлении. В двумерной структуре все волокна расположены в плоскости х-у
пластины, бруска или в оплетке по окружности (в направлении по оси и по окружности) стержня или трубы без соединения волокон по направлению оси z
или по радиальному направлению. В трехмерной структуре армирующее волокно расположено в плоскости х-у
и в направлении z
в пластине, бруске или в осевом, радиальном направлении или по окружности трубы или стержня.
3.2.2 осевой предел прочности:
Для композитной трубы или твердого круглого стержня - предел прочности вдоль продольной оси стержня или трубки. Для композитной плоской пластины или прямоугольного бруска - предел прочности вдоль геометрической оси/направления.
3.2.3 углерод-углеродный композитный материал:
Композит с керамической матрицей, у которого фаза армирования представлена непрерывными углеродными/графитовыми нитями в форме волокна, непрерывной нитью или тканым или сплетенным волокном, содержащимся в непрерывной матрице углерода/графита (1-6).
3.2.4 углеродные волокна:
Неорганические волокна с первичным (>90%) элементным составом углерода. Эти волокна образуются посредством высокотемпературного пиролиза органических первичных волокон (обычно, полиакрилонитрильных (ПАН), пековых и вискозных волокон) в инертной среде (синоним - графитовые волокна) (7, 8).
3.2.4.1 Исследование. Термины "углерод" и "графит" часто взаимозаменяемы, однако углеродные волокна и графитовые волокна различаются по температуре производства и теплообработки, по количеству образуемого элементного углерода и получаемой кристаллической структуре углерода. Карбонизация углеродных волокон обычно происходит при приблизительно 2400°F (1300°С) с образованием от 93% до 95% углерода; у графитовых волокон - при 3450°F до 5450°F (от 1900°С до 3000°С), количество элементного углерода в волокне доводится до 99% (7, 8).
3.2.5 осаждение/инфильтрация пара после химической реакции:
Химический процесс, при котором твердый материал осаждается на подложке или на пористой заготовке вследствие распада или реакции газообразного исходного вещества.
3.2.5.1 Исследование. Осаждение пара после химической реакции обычно происходит при повышенных температурах в условиях регулируемой среды.
3.2.6 уплотнение при инфильтрации и пиролизе:
Для композитных материалов с углеродной матрицей производство матрицы и процесс уплотнения, при котором жидкое органическое исходное вещество (термореактивная смола или пековое волокно) инфильтрируется/внедряется в пористую заготовку или частично пористый композитный материал. Далее органическое исходное вещество пиролизуется в инертной среде для перехода из органической в углеродную форму с необходимой степенью чистоты и кристаллической структурой. Процесс инфильтрации/пиролиза можно неоднократно повторять для заполнения пор и увеличения плотности композитного материала.
3.2.7 геометрическая структурная ось:
Для композитной плоской пластины или прямоугольного бруска - направляющая ось, определяемая осью/направлением нагрузки при максимально необходимом уровне прочности при растяжении. Такая ось обычно имеет наибольшую нагрузку на волокно. Данная геометрическая структурная ось не всегда должна быть расположена параллельно по отношению к самой длинной размерной оси пластины/бруска/структуры.
3.2.8 пиролиз:
Для композитных материалов с углеродной матрицей - контролируемый тепловой процесс, при котором углеводородное исходное вещество распадается на элементный углерод в инертной среде (синоним - карбонизация).
3.2.8.1 Исследование. Пиролиз обычно приводит к потере веса и высвобождению углерода и паров углеводорода.
3.2.9 прямоугольный брусок:
Твердый прямой стержень прямоугольного сечения с такими геометрическими параметрами, как ширина, толщина и длина продольной оси.
3.2.10 круглый стержень:
Твердый прямой продолговатый цилиндр с такими геометрическими параметрами, как наружный диаметр и осевая длина.
3.2.11 круглая трубка:
Полый продолговатый цилиндр с такими геометрическими параметрами, как наружный диаметр, внутренний диаметр и осевая длина.
3.2.12 поверхностное уплотняющее покрытие:
Неорганическое защитное покрытие, которое наносится на внешнюю поверхность композитного материала С-С для защиты от окисления при воздействии высоких температур или от коррозии либо для повышения износостойкости и прочности материала на истирание. Для таких покрытий обычно используется прочный, непроницаемый, керамический материал.
ДБ.3
4 Значение и применение
4.1 Композитные материалы определяются фазой/фазами армирования в матрице. Состав и структуру этих составляющих компонентов в композитах специально регулируют для конкретной области применения с учетом специфических требований к их рабочим характеристикам. В случае углерод-углеродных композитов с волоконным армированием особое внимание уделяют выбору волокон армирования (состав, свойства, структура, контактное покрытие и т.д.), матрицы (состав, свойства и структура), структуры композита (составляющие фракции, архитектура армирования, контактное покрытие, структура пористости, микроструктура и т.д.) и условиям обработки (сборка, формование, уплотнение, обработка поверхности и т.д.). Может быть выбран широкий диапазон конечных инженерно-технических свойств (физических, механических, тепловых, электрических и т.д.) со значительной направленной анизотропией свойств (9-12).
4.2 Предложенная система классификации позволяет проектировщикам/пользователям/изготовителям определять и организовывать различные виды композитов С-С (на основе волокна, матрицы, архитектуры, физических и механических свойств) для применения в конструкциях разного типа. Систему могут использовать специалисты композитной промышленности при разработке, выборе и применении композитных материалов С-С с необходимым составом, структурой и свойствами для применения соответственно.
4.3 Данная система классификации является высококлассным инструментом идентификации, который использует ограниченный набор свойств композитного материала для точного распределения материалов по группам. Данная система не должна представлять собой полную, детальную спецификацию материала, т.к. в ней нет полной информации по составу, архитектуре, физическим, механическим, производственным и прочностным характеристикам, которые обычно указываются в полной технической спецификации. АСТМ Ц1783 содержит указания и инструкции по подготовке развернутой спецификации материала для определенного композита С-С.
ДБ.4
5 Углерод-углеродные композиты
5.1 Углерод-углеродные композиты состоят из углеродно-графитного армирующего волокна в углеродно-графитной матрице. Сочетание волокон и углеродной матрицы, волоконная архитектура (форма и структура волоконной заготовки, многомерное распространение волокна и объемное содержание волоконного армирования), состав фазы матрицы, микроструктура, плотность и пористость композита специально подобраны для получения оптимальных характеристик композита. Волокна могут быть подвержены поверхностной обработке для улучшения характеристик волокна/ткани или для контроля над связями между волокном и матрицей (9-15).
5.2 Механические, тепловые и физические свойства углерод-углеродных (С-С) композитов определяются сложным взаимодействием составляющих элементов (волокно, матрица, пористость) в плане химических свойств элементов, состава фазы, микроструктуры, свойств и содержания фракций; архитектуры волокна; связей между волокном и матрицей и влияния обработки на свойства составляющих элементов, их структуру и физические взаимодействия. Каждый из этих факторов может быть изменен для создания структуры/компонента с необходимыми механическими, физическими и тепловыми свойствами. Характеристики направления в композитах С-С могут быть изменены посредством анизотропной архитектуры армирования из углеродного волокна (9-15).
5.3 Углеродно-графитные волокна - это непрерывные филаменты малого диаметра (5-20 мкм), изготовленные из полиакрилонитрильных, пековых и вискозных первичных волокон. Механические и тепловые свойства углеродного волокна в значительной степени зависят от содержания углерода, кристаллической решетки, размера кристаллитов и направления волокон. Эти факторы обусловлены химическим составом первичных волокон и условиями обработки (намотка, карбонизация и графитизация). Углеродные волокна обычно классифицируют как высокопрочные (прочность на растяжение ~3-5 ГПа, модуль упругости ~200-400 ГПа) или высокомодульные (модуль упругости >500 ГПа, прочность на растяжение <3 ГПа). Углеродные волокна часто значительно различаются по своим механическим и тепловым свойствам в осевом направлении по сравнению с радиальным направлением анизотропии кристаллической структуры (8, 9).
5.4 Углеродные волокна обычно объединяют в плотные многофиламентные жгуты, которые могут быть свернуты или уложены в одномерные конструкции, сплетены/уложены/скручены/связаны в двухмерные конструкции или сплетены/уложены/скручены/прошиты в трехмерные конструкции. Каждая из этих волоконных конструкций производится с определенной архитектурой волокон и широким диапазоном состава волокна. В разных волоконных архитектурах могут быть разные показатели анизотропии армирования в зависимости от относительного содержания волокна в каждом ортогональном направлении.
Примечание 1 - Ряд существующих на рынке углеродо-углеродных композитов имеет двухмерную плетеную архитектуру полотна и упаковывается многослойными стопками. Композит С-С уплотняется для получения конечной конструкции с ортотропическими или квазиизотропическими механическими и тепловыми свойствами.
5.5 Углеродную матрицу в композитах С-С обычно изготовляют двумя способами: путем многоступенчатой жидкой инфильтрации/пиролиза или путем инфильтрации паров при химической реакции (1-6). В этих двух процессах формирования матрицы используют разные первичные волокна и разные условия обработки, что обуславливает различия в химическом составе, кристаллизации, структуре и микроструктуре (плотность, пористость и трещины) углеродной матрицы. Путем комбинации двух процессов уплотнения матрицы можно создать гибридную углеродную матрицу.
5.6 В некоторых композитах С-С неорганическое защитное покрытие наносится на внешнюю поверхность композита для защиты от окисления при воздействии высоких температур или от коррозии, либо для повышения износостойкости и прочности материала на истирание. Для таких покрытий обычно используют прочный, непроницаемый керамический материал.
5.7 Взаимодействие этих трех наборов переменных факторов [(1) - тип, свойства и покрытие углеродного волокна; (2) - состав волокна, структура жгута и архитектура; (3) - состав и свойства фазы матрицы, кристаллизация, плотность, структура и пористость] позволяет создавать композиты С-С с широким диапазоном механических и физических свойств, а также специально подобранными анизотропными характеристиками в основных направлениях.
ДБ.5
6.5 В таблице 1 обобщены коды классификации по типу, классу и уровню углерод-углеродных композитов.
Таблица 1 - Коды классификации углерод-углеродных композитов
Порядок | Свойство | Код классификации |
|||
Тип - тип волокна | А - углеродное волокно на основе ПАН | Р - углеродное волокно на основе пека | R - углеродное волокно на основе вискозы | Н - гибрид углеродных волокон |
|
Класс - архитектура волокон | 1 - плетеный филамент или одномерные пластины одноосных мотков | 2 - двухмерные пластины одноосных мотков или плетеные/витые/ вязаные слои | 3 - трехмерное плетение, жгут или намотка | ||
Уровень - тип матрицы | S - термореактивная смола | Р - термопластичная смола/пек | С - инфильтрация пара химической реакции (ИПХ) | Н - гибрид смолы и ИПХ |
|
Приложение ДВ (справочное). Сведения о соответствии ссылочных национальных и межгосударственных стандартов стандартам АСТМ, использованным в качестве ссылочных в примененном стандарте АСТМ
Приложение ДВ
(справочное)
Таблица ДВ.1
Обозначение ссылочного национального, межгосударственного стандарта | Степень соответствия | Обозначение и наименование ссылочного стандарта АСТМ |
ASTM D3878 "Композитные материалы. Терминология" |
||
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: |
||
Приложение ДГ (справочное). Сопоставление структуры настоящего стандарта со структурой примененного в нем стандарта АСТМ
Приложение ДГ
(справочное)
Таблица ДГ.1
Структура настоящего стандарта | Структура стандарта ASTM C1836-16 |
||||
Подразделы | Подразделы | ||||
3.1.1- |
|||||
3.2.1- |
|||||
Приложения | Приложения | ||||
Примечания |
|||||
УДК 678.07:006.354 | ОКС 01.040.71 |
|
Ключевые слова: углеродные композиты, углерод-углеродные композиты, классификация |
||
Электронный текст документа
подготовлен АО "Кодекс" и сверен по:
официальное издание
М.: Стандартинформ, 2018
Композиционные материалы системы углерод-углерод впервые были созданы в начале 60-х годов прошлого столетия одновременно с появлением высокопрочных углеродных волокон. Способ получения волокон из углерода – неплавкого и нерастворимого вещества – подсказан впервые Эдисоном и Сваном. Им удалось, нагревая органические волокна в определенных условиях, не разрушать их, а превращать в углеродные. Этот же принцип был использован в конце пятидесятых годов прошлого века, когда независимо друг от друга, в СССР, США и Японии развернулись исследования, положившие начало созданию промышленности углеродных волокнистых материалов (УВМ). За прошедшие годы в качестве исходного сырья для этих целей были испробованы практически все промышленные, а так же ряд специально полученных волокон. Однако большинство из них не удовлетворяло предъявленным требованиям, основные из которых – неплавкость или легкость ее придания, выход готового волокна и его высокие показатели.
Углерод-углеродные композиционные материалы (УУКМ) содержат углеродный армирующий элемент в виде дискретных волокон, непрерывных нитей или жгутов, войлоков, лент, тканей с плоским и объемным плетением, объемных каркасных структур. Волокна располагаются хаотически, одно-, двух- и трехнаправленно, принципиальные схемы расположения волокон в УУКМ представлены на рис. 2.
Углеродная матрица объединяет в одно целое армирующие элементы в композите, что позволяет наилучшим образом воспринимать различные внешние нагрузки. Определяющими факторами при выборе материала матрицы являются состав, структура и свойства кокса .
Достоинствами УУКМ являются малая плотность (1,3 – 2,1 т/м 3); высокие теплоемкость, сопротивление тепловому удару, эрозии и облучению; низкие коэффициенты трения и линейного расширения; высокая коррозионная стойкость; широкий диапазон электрических свойств (от проводников до полупроводников); высокие прочность и жесткость. Уникальной особенностью УУКМ является увеличение прочности в 1,5-2,0 раза и модуля упругости при повышении температуры. К их недостаткам относят склонность к окислению при нагреве до температур выше 500 ºС в окислительной среде. В инертной среде и выкууме изделия из УУКМ работают до 3000 ºС .
Свойства УУКМ изменяются в широком диапазоне. Прочность карбонизованного УУКМ пропорциональна плотности. Графитация карбонизованного УУКМ повышает его прочность.
Рисунок 2. Расположение углеродных волокон в УУКМ
Прочность УУКМ на основе высокопрочных углеродных волокон выше прочности КМ на основе высокомодульных углеродных волокон, полученных при различных температурах обработки. Некоторые УУКМ, особенно полученные карбонизацией углепластика на основе органических полимеров, характеризуются увеличением прочности с повышением температуры эксплуатации от 20 до 2700 ºС. При температурах выше 3000 ºС УУКМ работоспособны в течение короткого времени, так как начинается интенсивная сублимация графита. Свойства УУКМ изменяются на воздухе при длительном воздействии относительно невысоких температур. Так, при 400 – 650 ºС в воздушной среде происходит окисление УУКМ и, как следствие, быстрое снижение прочности в результате нарастания пористости .
К числу специальных свойств КМУУ относится низкая пористость, низкий коэффициент термического расширения, сохранение стабильной структуры и свойств, а также размеров изделий при нагревах до 2000 ºС и охлаждении, высокие механические свойства (граф.1, табл.4), а также хорошая электропроводность. Основное применение УУКМ находят в изделиях, которые работают при температурах выше 1200 ºС .

График 1 – Температурные зависимости удельной прочности при растяжении различных высокотемпературных материалов
Таблица 4 –
Сравнительные механические свойства
материалов 
Специфика использования свойств УУКМ связана с рядом уникальных особенностей, присущих классу углеродных материалов. Присутствие волокнистого наполнителя в объеме УУКМ делает уровень их физико-механических свойств недостижимым для традиционных углеродных материалов. Варьирование пространственным расположением волокнистого наполнителя композита является эффективным инструментом в управлении анизотропией свойств УУКМ.
Общий принцип получения УУКМ состоит в создании армирующего каркаса и формировании углеродной матрицы в его объеме .